Difficiles à usiner, avec une résilience élevée, une faible conductivité thermique et une tendance à l’écrouissage : ce n’est pas un hasard si les matériaux des groupes ISO M (acier inoxydable) et S (alliages de titane) sont considérés comme des matériaux pour les applications exigeantes.
Nos fraises en carbure monobloc de la gamme Performance Inox vont même au-delà de ces exigences et vous fournissent un gain en matière de sécurité des processus, de productivité et de précision.
Avantages
- Contrôle de température optimal lors de l’usinage de matériaux difficiles à usiner.
- Angle d’hélice optimisé pour une meilleure évacuation des copeaux.
- Division inégale et angle d’hélice inégal pour un fonctionnement sans vibrations.
Le numéro 1 pour ISO M/ISO S
Combinant une géométrie spécifique aux matériaux et des revêtements ultramodernes, les fraises en carbure monobloc Performance Inox conviennent parfaitement à l’ usinage de l’acier inoxydable et des alliages de titane.
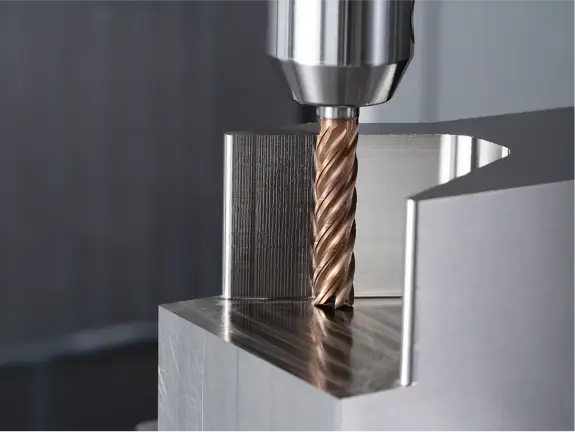
Ces outils haute performance sont optimisés pour le fraisage conventionnel ainsi que pour le fraisage dynamique (fraisage trochoïdal), fournissant ainsi une sécurité des processus et une productivité accrue pour les matériaux difficiles à usiner.
vers les produits
Download
Une valeur ajoutée mesurable
Des tests de fonctionnement montrent que les fraises de la gamme Performance Inox de PFERD TOOLS dépassent les multiples exigences liées à l’usinage des matériaux inoxydables.
Fraisage de rainures (test fonctionnement) – 1.4301
Accumulation de copeaux, surchauffe et, dans le pire des cas, rupture de l’outil : le fraisage de rainures impose des exigences élevées en matière de durée de vie des outils de fraisage.
Nos fraises à quatre tranchants de la gamme Performance Inox convainquent même dans des conditions extrêmes grâce à une évacuation optimale des copeaux et à un contrôle de la température.

Procédure de test
5 rainures à chaque avance par outil
Test fonctionnement 1
Fraise pour tâches d’usinage courantes sur les matériaux les plus divers
Test fonctionnement 2
Fraise à géométrie spécifique au matériau de la gamme Performance Inox de PFERD TOOLS (SCM-HC4M-M100C-M72HB TI40)
✔ Outil intact | ✖ Rupture de l’outil
Remarque : Uniquement à des fins de test. Les avances de dent sont volontairement nettement supérieures à nos recommandations.
Paramètres
Outil : SCM-HC4M-M100C-M72HB TI40
Diamètre : d = 10 mm
Matériau : X5CrNi18-10 (1.4301)
Vitesse de coupe : vc = 90 m/min
Avance : fz = variable
Profondeur de coupe : ap = 10 mm
Prise radiale : ae = 10 mm
Course de fraisage : l = 8 m
KSS : liquide de coupe
| Avance |
Test fonctionnement 1 Outil 1 |
Test fonctionnement 1 Outil 2 |
Test fonctionnement 2 Outil 1 |
Test fonctionnement 2 Outil 2 |
| fz = 0,03 mm | ✔ | ✔ | ✔ | ✔ |
| fz = 0,05 mm | ✖ | ✖ | ✔ | ✔ |
| fz = 0,06 mm | ✔ | ✔ | ||
| fz = 0,07 mm | ✔ | ✔ | ||
| fz = 0,08 mm | ✔ | ✔ |
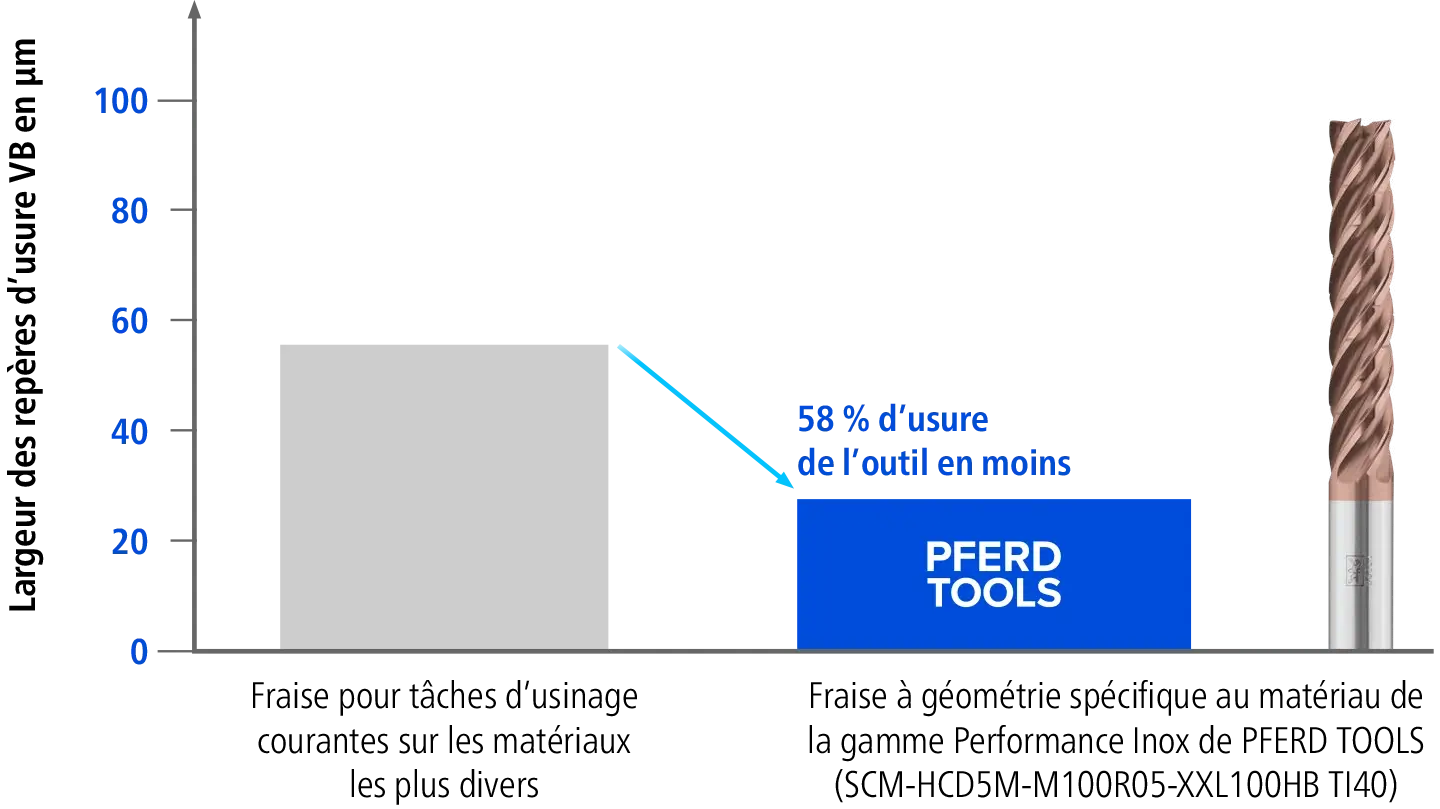
Test d’usure – 5 tranchants, 5xD, 1.4301 (ISO M)
La géométrie de coupe avec diviseurs de copeaux de la gamme Performance Inox est optimisée pour l’usinage de l’acier inoxydable et des alliages de titane. Le revêtement PVD très moderne protège l’outil de la surchauffe.
Résultat : 58 % d’usure de l’outil en moins !
Remarque : usure de l’outil après l’usinage de trois pièces.
Paramètres
Outil :
SCM-HCD5M-M100R05-XXL100HB TI40
Diamètre : d = 10 mm
Matériau : X5CrNi18-10 (1.4301)
Vitesse de coupe : vc = 120 m/min
Avance : fz = 0,09 mm
Profondeur de coupe : ap = 50 mm
Prise radiale : ae = 0,5 mm
Durée d’intervention : t = 90,6 min
KSS : liquide de coupe