Difficili da lavorare, con una tenacità elevata, una bassa conducibilità termica e una tendenza all’indurimento a freddo: i materiali dei gruppi ISO M (acciaio inossidabile) e S (leghe a base di titanio) sono giustamente considerati materiali per lavorazioni impegnative.
Le nostre frese in metallo duro integrale della linea specialistica Performance acciaio inossidabile soddisfano, e addirittura superano, questi requisiti, offrendo un valore aggiunto in termini di sicurezza del processo, produttività e precisione.
Vantaggi
- Controllo della temperatura ottimale durante la lavorazione di materiali difficili da lavorare.
- Angolo di elica ottimizzato per favorire la rimozione del truciolo.
- Passo disuguale e angolo di elica disuguale per un lavoro a basse vibrazioni e un funzionamento molto fluido.
I numeri 1 per ISO M/ ISO S
Grazie alla combinazione di geometria specifica del materiale e rivestimenti all’avanguardia, le frese in metallo duro integrale Performance acciaio inossidabile sono ideali per la lavorazione di acciaio inossidabile e leghe a base di titanio.
Gli utensili per uso professionale sono adatti sia per la fresatura convenzionale che per la fresatura dinamica (fresatura trocoidale) e offrono pertanto una sicurezza del processo elevatae una maggiore produttività nell’uso su materiali difficili da lavorare.
ai prodotti
Download
Un valore aggiunto misurabile
I test di funzionamento dimostrano che le frese della linea Performance acciaio inossidabiledi PFERD TOOLS sono in grado di soddisfare e persino superare le molteplici esigenze nella lavorazione di materiali inossidabili.
Fresatura di scanalature (test di funzionamento) – 1.4301
Trucioli aderenti, surriscaldamento e, nel peggiore dei casi, rottura dell’utensile: la fresatura di scanalature richiede prestazioni elevati in termini di durata degli utensili.
Le nostre frese con quattro taglienti della linea Performance acciaio inossidabile convincono anche in condizioni estreme grazie a uno scarico dei trucioli ottimale e al controllo della temperatura.

Metodo di prova
5 scanalature con ogni avanzamento per utensile
Test di funzionamento 1
Fresa per le lavorazioni più comuni su più materiali
Test di funzionamento 2
Fresa ottimizzata per il materiale della linea Performance Inox di PFERD TOOLS (SCM-HC4M-M100C-M72HB TI40)
✔ utensile intatto | ✖ rottura dell’utensile
Nota: semplice test di funzionamento. Gli avanzamenti dei denti sono volutamente ben al di sopra dei nostri consigli.
Parametri
Utensile: SCM-HC4M-M100C-M72HB TI40
Diametro: d = 10 mm
Materiale: X5CrNi18-10 (1.4301)
Veloc. di taglio: vc = 90 m/min
Avanzamento: fz = variabile
Profondità di taglio: ap = 10 mm
Interv. radiale: ae = 10 mm
Percorso di fresatura: l = 8 m
KSS: lubrificante refrigerante
| Avanzamento |
Test di funzionamento 1 Utensile 1 |
Test di funzionamento 1 Utensile 2 |
Test di funzionamento 2 Utensile 1 |
Test di funzionamento 2 Utensile 2 |
| fz = 0,03 mm | ✔ | ✔ | ✔ | ✔ |
| fz = 0,05 mm | ✖ | ✖ | ✔ | ✔ |
| fz = 0,06 mm | ✔ | ✔ | ||
| fz = 0,07 mm | ✔ | ✔ | ||
| fz = 0,08 mm | ✔ | ✔ |
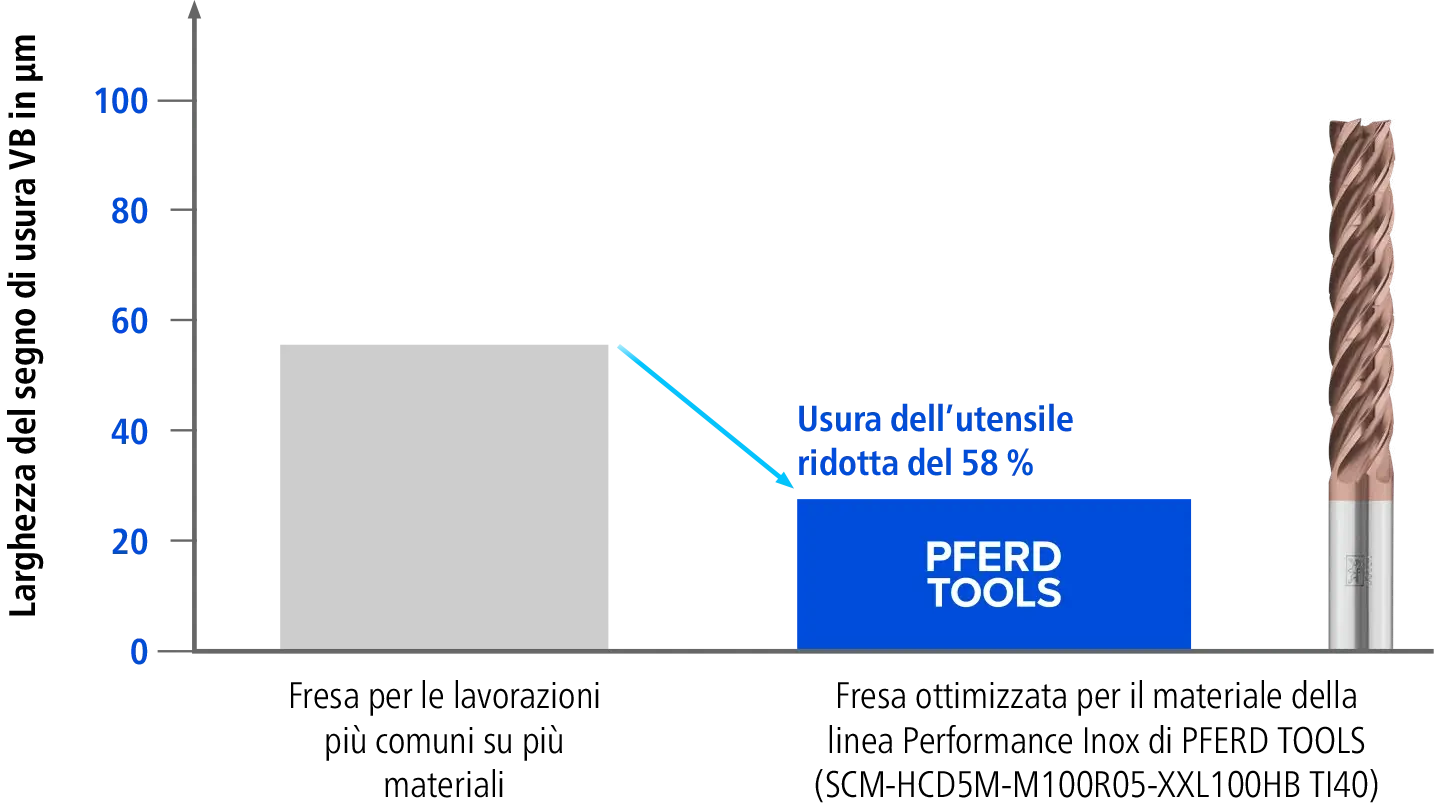
Prova di usura – 5 taglienti, 5xD, 1.4301 (ISO M)
La geometria dei taglienti con divisori di trucioli della linea Performance acciaio inossidabile è ottimizzata per l’asportazione di acciaio inossidabile e leghe a base di titanio. Il rivestimento PVD all’avanguardia protegge l’utensile dal surriscaldamento.
Il risultato: usura dell’utensile ridotta del 58 %!
Nota: usura dell’utensile dopo la lavorazione di tre pezzi.
Parametri
Utensile:
SCM-HCD5M-M100R05-XXL100HB TI40
Diametro: d = 10 mm
Materiale: X5CrNi18-10 (1.4301)
Veloc. di taglio: vc = 120 m/min
Avanzamento: fz = 0,09 mm
Profondità di taglio: ap = 50 mm
Interv. radiale: ae = 0,5 mm
Tempo di intervento: t = 90,6 min
KSS: liquido di raffreddamento