Difficult to machine, very tough, low thermal conductivity, and a tendency for cold working – it’s not for nothing that materials in ISO material groups M (stainless steel) and S (titanium alloys) are considered demanding.
Our solid carbide end mills from the Performance Stainless line meet and exceed these demands and offer you extra process reliability, productivity and precision.
Advantages
- Optimum temperature control when working on materials that are difficult to machine.
- Optimised helix angle for improved chip evacuation.
- Unequal pitch and unequal helix angle for low-vibration work with smooth running.
The number 1 for ISO M/ ISO S
By combining a material-specific tool geometry and state-of-the-art coatings, the Performance Stainless solid carbide end mills are ideal for machining stainless steel and titanium alloys.
The high-performance tools have been optimised for both conventional and dynamic milling (trochoidal milling), meaning they ensure a more reliable process and higher productivity when used on materials that are difficult to machine.
to the products
Download
Measurable added value
Functional tests show that end mills from PFERD TOOLS’ Performance Stainless line meet and exceed the varied requirements that apply when machining stainless materials.
Groove milling (functional test) – 1.4301
Nests of chips, overheating, and – in the worst-case scenario – a broken tool: groove milling places high demands on the tool life of milling tools.
Our end mills with four flutes from the Performance Stainless line deliver impressive performance, even in extreme conditions, thanks to their optimum chip removal and temperature control.

Test method
5 grooves with each feed per tool
Functional test 1
End mill for common applications on all materials
Functional test 2
Tool-optimised end mill from the Performance Stainless line from PFERD TOOLS (SCM-HC4M-M100C-M72HB TI40)
✔ Tool intact | ✖ Tool breakage
Note: Simple functionality test. Tooth feeds are deliberately far above our recommendations.
Parameters
Tool: SCM-HC4M-M100C-M72HB TI40
Diameter: d = 10 mm
Material: X5CrNi18-10 (1.4301)
Cutting speed: vc = 90 m/min
Feed: fz = varies
Cutting depth: ap = 10 mm
Radial engagement: ae = 10 mm
Milled length: l = 8 m
KSS: Cooling lubricant
| Feed |
Functional test 1 Tool 1 |
Functional test 1 Tool 2 |
Functional test 2 Tool 1 |
Functional test 2 Tool 2 |
| fz = 0,03 mm | ✔ | ✔ | ✔ | ✔ |
| fz = 0,05 mm | ✖ | ✖ | ✔ | ✔ |
| fz = 0,06 mm | ✔ | ✔ | ||
| fz = 0,07 mm | ✔ | ✔ | ||
| fz = 0,08 mm | ✔ | ✔ |
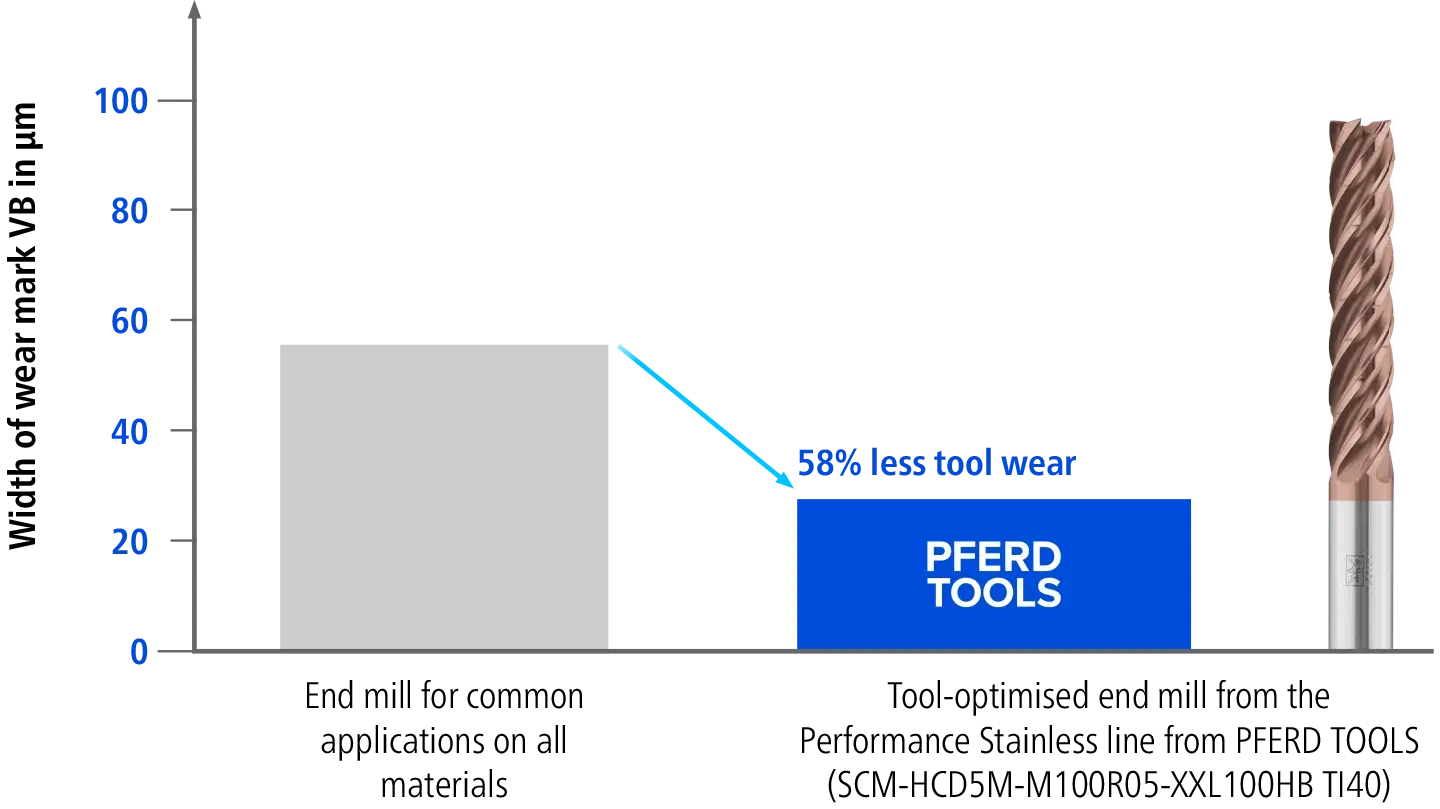
Wear test – 5 flutes, 5xD, 1.4301 (ISO M)
The tooth geometry with chip dividers of the Performance Stainless line has been optimised for machining stainless steel and titanium alloys. The state-of-the-art PVD coating protects the tool against overheating.
The result? 58% less tool wear!
Note: tool wear after machining three workpieces.
Parameters
Tool:
SCM-HCD5M-M100R05-XXL100HB TI40
Diameter: d = 10 mm
Material: X5CrNi18-10 (1.4301)
Cutting speed: vc = 120 m/min
Feed: fz = 0.09 mm
Cutting depth: ap = 50 mm
Radial engagement: ae = 0.5 mm
Time engaged: t = 90.6 min
KSS: Cooling lubricant