Schwer zerspanbar, hohe Zähigkeit, geringe Wärmeleitfähigkeit und die Neigung zur Kaltverfestigung: Werkstoffe der ISO-Materialgruppen M (Nichtrostender Stahl) und S (Titanlegierungen) gelten nicht umsonst als Werkstoffe für Anspruchsvolle.
Unsere Vollhartmetallfräser der Linie Performance Stainless erfüllen und übertreffen diese Ansprüche und bieten Ihnen das Plus an Prozesssicherheit, Produktivität und Präzision.
Vorteile
- Optimale Temperaturkontrolle bei der Bearbeitung schwer zerspanbarer Werkstoffe.
- Optimierter Helixwinkel für verbesserten Spanabtransport.
- Ungleiche Teilung und ungleicher Helixwinkel für vibrationsarmes Arbeiten mit hoher Laufruhe.
Die Nummer 1 für ISO M/ ISO S
Durch ihre Kombination aus werkstoffspezifischer Werkzeuggeometrie und hochmodernen Beschichtungen sind die Vollhartmetallfräser Performance Stainless optimal auf die Bearbeitung von nichtrostendem Stahl sowie Titanlegierungen ausgelegt.
Die Hochleistungswerkzeuge sind sowohl für das konventionelle Fräsen als auch für das dynamische Fräsen (Trochoidalfräsen) optimiert und bieten dadurch erhöhte Prozesssicherheit sowie gesteigerte Produktivität beim Einsatz in schwer zerspanbaren Werkstoffen.
zu den Produkten
Download
Messbarer Mehrwert
Funktionstests zeigen, dass Fräser der Linie Performance Stainless von PFERD TOOLS die vielfältigen Anforderungen bei der Bearbeitung von nichtrostenden Materialien erfüllen und übertreffen.
Nutenfräsen (Funktionstest) – 1.4301
Spannester, Überhitzung und im schlimmsten Fall Werkzeugbruch: Nutenfräsen stellt hohe Ansprüche an die Standzeit von Fräswerkzeugen.
Unsere Fräser mit vier Schneiden der Linie Performance Stainless überzeugen auch unter Extrembedingungen durch eine optimale Spanabfuhr und Temperaturkontrolle.

Testverfahren
5 Nuten mit jedem Vorschub pro Werkzeug
Funktionstest 1
Fräser für gängige, werkstoffübergreifende Bearbeitungsaufgaben
Funktionstest 2
Werkstoffoptimierter Fräser der Linie Performance Stainless von PFERD TOOLS (SCM-HC4M-M100C-M72HB TI40)
✔ Werkzeug intakt | ✖ Werkzeugbruch
Hinweis: Reiner Funktionstest. Zahnvorschübe liegen bewusst deutlich über unseren Empfehlungen.
Parameter
Werkzeug: SCM-HC4M-M100C-M72HB TI40
Durchmesser: d = 10 mm
Werkstoff: X5CrNi18-10 (1.4301)
Schnittgeschw.: vc = 90 m/min
Vorschub: fz = variierend
Schnitttiefe: ap = 10 mm
Rad. Eingriff: ae = 10 mm
Fräsweg: l = 8 m
KSS: Kühlschmierstoff
| Vorschub |
Funktionstest 1 Werkzeug 1 |
Funktionstest 1 Werkzeug 2 |
Funktionstest 2 Werkzeug 1 |
Funktionstest 2 Werkzeug 2 |
| fz = 0,03 mm | ✔ | ✔ | ✔ | ✔ |
| fz = 0,05 mm | ✖ | ✖ | ✔ | ✔ |
| fz = 0,06 mm | ✔ | ✔ | ||
| fz = 0,07 mm | ✔ | ✔ | ||
| fz = 0,08 mm | ✔ | ✔ |
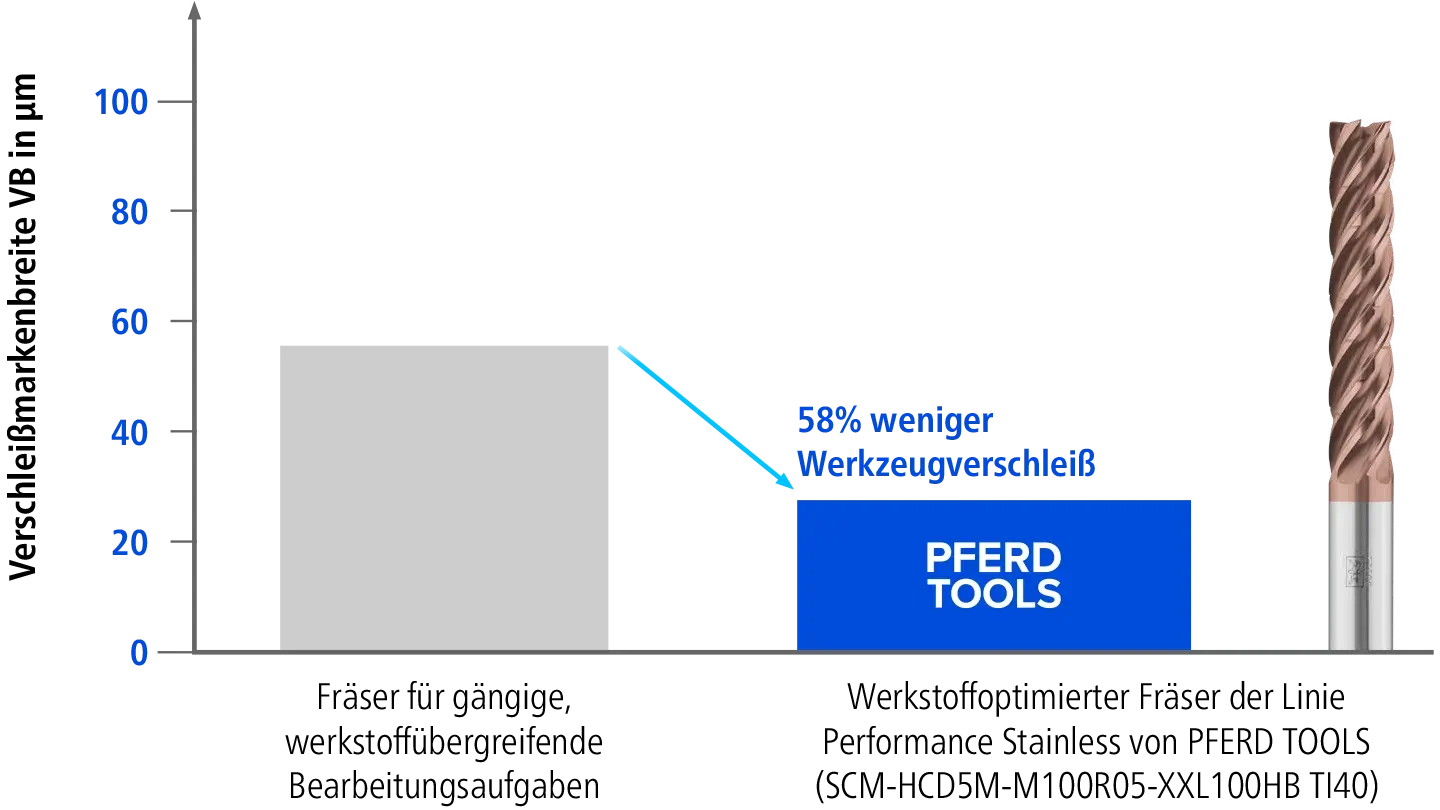
Verschleißtest – 5 Schneiden, 5xD, 1.4301 (ISO M)
Die Schneidengeometrie mit Spanteilern der Linie Performance Stainless ist optimiert für die Zerspanung von nichtrostendem Stahl und Titanlegierungen. Die hochmoderne PVD-Beschichtung schützt das Werkzeug vor Überhitzung.
Das Ergebnis: 58 % weniger Werkzeugverschleiß!
Hinweis: Werkzeugverschleiß nach der Bearbeitung von drei Werkstücken.
Parameter
Werkzeug:
SCM-HCD5M-M100R05-XXL100HB TI40
Durchmesser: d = 10 mm
Werkstoff: X5CrNi18-10 (1.4301)
Schnittgeschw.: vc = 120 m/min
Vorschub: fz = 0,09 mm
Schnitttiefe: ap = 50 mm
Rad. Eingriff: ae = 0,5 mm
Eingriffszeit: t = 90,6 min
KSS: Kühlschmiermittel